

Відэашоу
Кампанія Hasung, прафесійны пастаўшчык рашэнняў па чаканцы манет з каштоўных металаў, пабудавала некалькі ліній па вытворчасці манет па ўсім свеце. Вага манет вагаецца ад 0,6 г да 1 кг золата, маюць круглую, квадратную і васьмікутную форму. Таксама даступныя іншыя металы, такія як срэбра і медзь.
Вы можаце звязацца з Hasung, каб атрымаць універсальнае рашэнне длялінія чаканкі манетПакет паслуг па вытворчасці ўключае кіраўніцтва на месцы, абсталяванне для чаканкі манет і інжынераў, якія дапамогуць вам маштабаваць працэс. Нашы інжынеры ўдзельнічалі ў даследаваннях працэсу вырабу залатых манет і працавалі тэхнічнымі кансультантамі для буйных вядомых манетных двароў.
Кампанія Hasung засяроджваецца на вырашэнні праблем чаканкі манет, прапаноўваючы пакрокавыя інструкцыі па працы з каштоўнымі металамі. Больш за 20 гадоў мы знаходзімся ў авангардзе машын для вырабу залатых і сярэбраных манет, маем прафесійнае і дбайнае інжынернае абслугоўванне, навучанне на месцы і тэхнічную падтрымку.

Калі ласка, націсніцемашыны бесперапыннага ліцця і пракатныя машыныкаб праглядзець падрабязнасці.

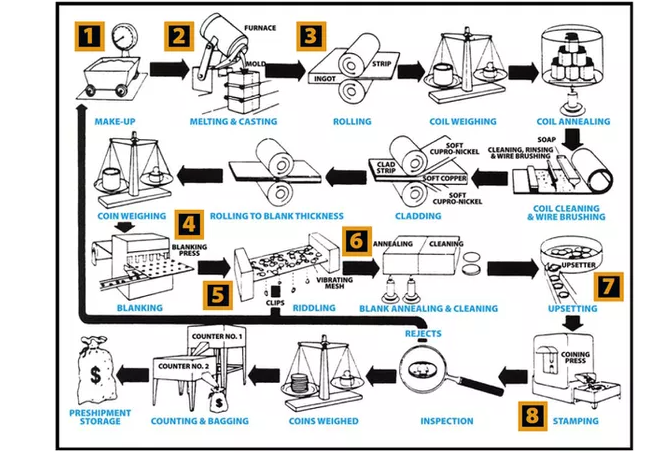
Як вырабляюцца манеты?
Метады вырабу манет з гадамі развіваліся. Упершыню манеты былі выраблены ў старажытным царстве Лідзія больш за дзве тысячы гадоў таму. Працэс чаканкі старажытных манет быў даволі простым. Спачатку невялікі кавалак золата, срэбра або медзі клалі на штамп для манет, убіты ў цвёрдую паверхню, напрыклад, у камень. Затым рабочы браў другі штамп для манет, клаў яго зверху і стукаў па ім вялікім малатком.
Сярэднявечныя манетныя двары выкарыстоўвалі для вырабу манет загадзя адфармаваныя круглыя металічныя дыскі і шрубавы прэс. Нягледзячы на тое, што гэта быў ручны працэс, ён быў прасцейшым і даваў больш стабільную якасць, чым старажытны працэс чаканкі.
Сучасныя манеты чаканяцца з дапамогай гідраўлічных манетных прэсаў, якія аўтаматычна падаюць нарыхтоўкі ў машыну. Калі машына працуе на поўную магутнасць, прэс можа вырабляць больш за 600 манет у хвіліну. Такая хуткасць неабходная для такой аперацыі, як Манетны двор ЗША, які павінен вырабляць мільярды манет штогод.
Нягледзячы на тое, што працэс складаны з-за аўтаматызацыі, якая выкарыстоўваецца для вытворчасці мільярдаў манет, ёсць некалькі агульных крокаў, якія выкарыстоўваюць усе манетныя двары свету. Манетны двор ЗША — найбуйнейшы манетны двор у свеце, і мы засяродзімся на яго вытворчым працэсе.
1. Здабыча сыравіны
Працэс чаканкі пачынаецца са здабычы сыравіны. Шахты з усіх куткоў ЗША і ўсяго свету пастаўляюць золата, срэбра, медзь або іншыя неабходныя металы. Неапрацаваны метал, атрыманы з гэтых шахт, утрымлівае прымешкі, непрымальныя для чаканкі манет.
Акрамя здабычы руды для атрымання неабходнага металу, Манетны двор ЗША таксама выкарыстоўвае перапрацаваны метал, атрыманы з розных крыніц. Да гэтых крыніц адносяцца манеты, якія больш не паддаюцца апрацоўцы і выключаюцца з абарачэння. Замест гэтага яны вяртаюцца на манетны двор, дзе перапрацоўваюцца ў новыя манеты.
2. Рафінаванне, плаўленне і ліццё
Неапрацаваны метал ачышчаецца, каб выдаліць амаль усе прымешкі. Для некаторых манет патрабуецца сплаў двух або больш розных тыпаў металаў. Ачышчаны метал плавіцца, і дадаюцца розныя металы ў адпаведнасці са спецыфікацыямі. Напрыклад, Манетны двор ЗША вырабляе сваю пяціцэнтавую манету са сплаву, які складаецца з 75 працэнтаў медзі і 25 працэнтаў нікеля.
Пасля дасягнення патрэбнай чысціні або сплаву метал адліваецца ў злітак. Гэта вялікія металічныя брускі, якія ўтрымліваюць патрэбную колькасць металу ў адпаведнасці з патрабаваннямі манетнага двара. Метал правяраецца на працягу ўсяго працэсу, каб пераканацца ў патрэбнай чысціні.
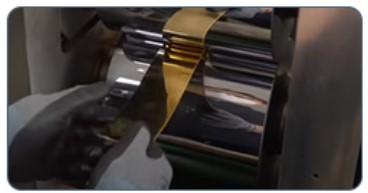
3. Катанне
Працэс пракаткі злітка да патрэбнай таўшчыні можа быць працяглым і працаёмкім. Злітак пракачаецца паміж двума загартаванымі сталёвымі ролікамі, якія пастаянна рухаюцца ўсё бліжэй і бліжэй адзін да аднаго. Гэты працэс будзе працягвацца да таго часу, пакуль злітак не будзе пракачаны ў металічную стужку патрэбнай таўшчыні для вырабленай манеты. Акрамя таго, працэс пракаткі размякчае метал і змяняе малекулярную структуру, што дазваляе лягчэй яго чаканіць і вырабляць манеты больш высокай якасці.
Калі гэта сплаўны матэрыял, яго неабходна адпаліць перад вырубкай.
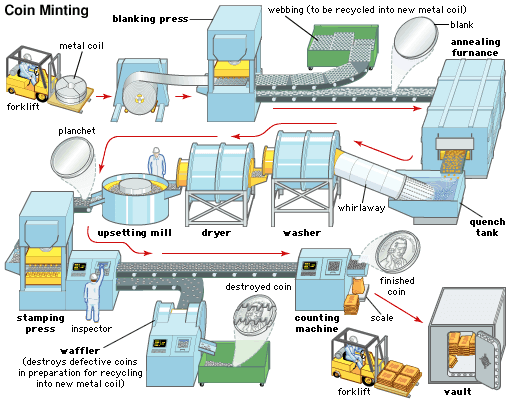
4. Бланкінг
Манетны двор ЗША выкарыстоўвае металічныя рулоны шырынёй прыблізна 13 цаляў і вагой некалькі тысяч фунтаў. Рулон металу размотваецца і расплюшчваецца, каб пазбавіцца ад крывізны, якая ўзнікае ў працэсе вытворчасці. Затым ён прапускаецца праз машыну, якая высякае металічныя дыскі патрэбнай таўшчыні і дыяметра для вырабленай манеты.
5. Загадкі
Да гэтага моманту вытворчы працэс, які выкарыстоўваецца для вырабу металічных нарыхтовак, брудны і праводзіцца ў агрэсіўным асяроддзі. Магчыма, дробныя кавалкі металічных адходаў змешваюцца з нарыхтоўкамі для манет. Машына для адсячэння адсекаў аддзяляе нарыхтоўкі патрэбнага памеру ад любых старонніх рэчываў, змяшаных з нарыхтоўкамі для манет.
6. Адпал і ачыстка
Затым манетны двор прапускае загатоўкі для манет у печ для адпалу, каб размякчыць метал перад чаканкай. Затым загатоўкі апрацоўваюцца хімічнай вадой, каб выдаліць алей і бруд, якія могуць знаходзіцца на паверхні манеты. Падчас чаканкі ў манету могуць трапіць любыя староннія матэрыялы, і яе трэба будзе ўтылізаваць.
7. Засмучае
Каб абараніць малюнак, які будзе нанесены на металічную загатоўку для манеты, кожная загатоўка для манеты прапускаецца праз машыну з наборам ролікаў, якія становяцца крыху меншымі і надаюць прыпадняты металічны край з абодвух бакоў загатоўкі. Гэты працэс таксама дапамагае гарантаваць, што загатоўка для манеты мае патрэбны дыяметр, каб яна правільна сядзела ў манетным прэсе. Пасля гэтага працэсу загатоўка для манеты цяпер называецца планшэ.
8. Штампоўка або выбіванне
Цяпер, калі планшэты належным чынам падрыхтаваны, размякчаны і ачышчаны, яны гатовыя да чаканкі. Манеты, адчаканеныя ў камерцыйных мэтах, аўтаматычна падаюцца ў чаканны прэс з хуткасцю да некалькіх сотняў манет у хвіліну. Манеты, вырабленыя для калекцыянераў, падаюцца ўручную ў чаканны прэс і атрымліваюць як мінімум два адбіткі на манету.
9. Распаўсюджванне
Манеты, якія прайшлі праверку, цяпер гатовыя да распаўсюджвання. Манеты, адчаканеныя ў камерцыйных мэтах, пакуюцца ў пакеты для захоўвання аб'ёмных рэчаў і адпраўляюцца дыстрыб'ютарам па ўсім свеце. Калекцыйныя манеты змяшчаюцца ў спецыяльныя футляры і скрынкі і адпраўляюцца калекцыянерам нумізматаў па ўсім свеце.



Падрабязнасці:
Націсніцемашына бесперапыннага ліцця.



Ліставая пракатная стан
Існуе два тыпы пракатных станоў для вырабу зліткаў / манет. Першы тып лістапракатных станоў вырабляе нармальную паверхню, у гэтым выпадку яна звычайна патрабуе канчатковай паліроўкі барабанным паліравальным станком.
| МАДЭЛЬ № | HS-8HP | HS-10HP |
| Фірмовая назва | ХАСУНГ | |
| Напружанне | 380 В 50/60 Гц, 3 фазы | |
| Магутнасць | 5,5 кВт | 7,5 кВт |
| Ролік | дыяметр 120 × шырыня 210 мм | дыяметр 150 × шырыня 220 мм |
| цвёрдасць | 60-61° | |
| Памеры | 980×1180×1480 мм | 1080x 580x1480 мм |
| Вага | прыблізна 600 кг | прыблізна 800 кг |
| Магчымасці | Максімальная таўшчыня пракату да 25 мм | Максімальная таўшчыня пракату да 35 мм |
| Перавага | Рама электрастатычна апырсканая, корпус пакрыты дэкаратыўным цвёрдым храмаваннем, а вечка з нержавеючай сталі прыгожае і практычнае, не іржа. аднахуткасны / падвойны хуткасны рэжым | |
| Паслягарантыйнае абслугоўванне | Відэатэхнічная падтрымка, анлайн-падтрымка, запасныя часткі, палявое тэхнічнае абслугоўванне і рамонт | |
Пракатны стан з люстраной паверхняй вальфрамавай сталі
Іншы тып - гэта пракатны стан з вальфрамавай сталі з люстраной паверхняй. З дапамогай гэтага тыпу пракатнага станка вы атрымаеце ліст з люстраной паверхняй.
| Нумар мадэлі | HS-M5HP | HS-M8HP | ||
| Фірмовая назва | ХАСУНГ | |||
| Напружанне | 380 В; 50/60 Гц, 3 фазы | |||
| Магутнасць | 3,7 кВт | 5,5 кВт | ||
| Памер вальфрамавага роліка | дыяметр 90 × шырыня 60 мм | дыяметр 90 × шырыня 90 мм | дыяметр 100 × шырыня 100 мм | дыяметр 120 × шырыня 100 мм |
| Цвёрдасць роліка | 92-95° | |||
| Матэрыял | імпартная нарыхтоўка з вальфрамавай сталі | |||
| Памеры | 880×580×1400 мм | 980×580×1450 мм | ||
| Вага | прыблізна 450 кг | прыблізна 500 кг | ||
| Асаблівасці | Са змазкай; зубчасты прывад; таўшчыня пракатнага ліста 10 мм, найтанчэйшы 0,1 мм; люстраны эфект паверхні экструдаванага ліставога металу; статычнае парашковае напыленне на раму, дэкаратыўнае цвёрдае храмаванае пакрыццё, нержавеючая сталь вечка, прыгожая і практычная, не будзе іржавець. | |||
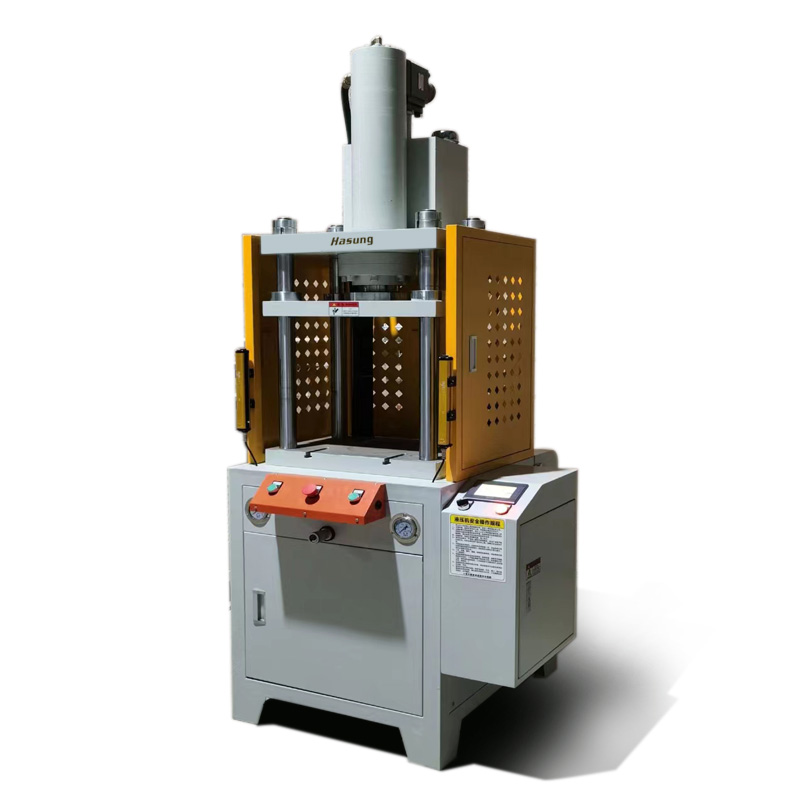
ГІДРАЎЛІЧНЫ ПРЭС ДЛЯ ВЫРАБЛЕННЯ МАНЕТ




Працэс гашэння
20-тонны гідраўлічны прэс для рэзкі / высечкі манет
40-тонны гідраўлічны прэс для рэзкі і ціснення
Гэтыя гідраўлічныя прэсы для рэзкі разразаюць залатыя і сярэбраныя лісты, якія апрацоўваюцца пасля пракаткі. З лістоў надаюцца патрэбныя формы: круглыя, прастакутныя, падвесныя і г.д. Пасля гэтага лісты праходзяць працэс рэзкі, пасля чаго гатовыя да чаканкі ў гідраўлічным штампавым прэсе.
Перавагі гідраўлічнага прэса для рэзкі.
Ідэальна падыходзіць для выразання залатых і срэбных нарыхтовак,
Для лепшых вынікаў абрэжце нарыхтоўкі па выразных краях,
Прастата эксплуатацыі і два рэжымы працы з дапамогай нагі і перамыкача,
Сістэма стопора для бесперапыннага рэзання,
Сістэма рэгулявання памераў штампа з зручнай скрыняй для захоўвання,
Рэгуляванне рэзкі для паскарэння вытворчасці.
Абсталяваны прыладай для зачысткі, зручна збіраць матэрыялы.

Тэхнічныя параметры
| Нумар мадэлі | HS-20T | HS-40T | HS-100T |
| Намінальнае | 20 тон | 40 тон | 100 тон |
| Максімальны ход | 300 мм | 350 мм | 400 мм |
| Вышыня праёму | 500 мм | 400 мм | 600 мм |
| Хуткасць сыходу | 160 мм | 180 мм | 120 мм |
| Хуткасць росту | 150 мм | 160 мм | 120 мм |
| Плошча працоўнага стала | 600*500 мм | 550*450 мм | 700*600 мм |
| Вышыня стала ад падлогі | 850 мм | 850 мм | 850 мм |
| Напружанне | 380 В, 3 фазы | 380 В, 3 фазы | 380 В, 3 фазы |
| Магутнасць рухавіка | 3,75 кВт | 3,75 кВт | 5,5 кВт |
| Вага | 1300 кг | 860 кг | 2200 кг |
ГІДРАЎЛІЧНЫ ШТАМПАВАЛЬНЫ ПРЭС УНІВЕРСАЛЬНАГА МЭТА






100 тонГідраўлічны прэс для ціснення манет
150-тонны гідраўлічны прэс для ціснення манет
200-тонны гідраўлічны прэс для ціснення манет
300-тонны гідраўлічны прэс для чаканкі золата і срэбра
Гідраўлічны прэс для ціснення манет магутнасцю 150 тон, прыдатны для вырабу манет вагой да 50 грамаў з срэбра. Прэс падыходзіць для працы як у ручным, так і ў аўтаматычным рэжыме з адным цыклам. Ён даступны з аўтаматычным механізмам выкіду манет. Прэс можа пастаўляцца з рознай грузападымальнасцю, напрыклад, 80 тон, 100 тон, 150 тон, 200 тон у залежнасці ад вашых патрабаванняў.
Гідраўлічны прэс для манет магутнасцю 300 тон для вырабу залатых і срэбных манет, укамплектаваны праграмуемым кантролерам PLC для некалькіх цыклаў на канчатковым этапе. Прэс абсталяваны выкідным цыліндрам для аўтаматычнага выкіду манет, што дазваляе лёгка іх выняць без удараў малатком. Гэтая функцыя забяспечвае лепшую канчатковую аздабленне манет. Гэты гідраўлічны прэс для манет падыходзіць для вырабу залатых і срэбных манет вагой ад 1,0 грама да 100,0 грамаў і абсталяваны электрычнай сістэмай магутнасцю 10,0 к.с. (7,5 кВт). Ён пастаўляецца ў камплекце з адпаведным электрычным абсталяваннем і панэллю кіравання. Гэты прэс для манет мае рэгуляванне ціску з таймерам для рэгулявання канчатковага часу ціску перад зваротным ходам. Ім можна кіраваць як з дапамогай кнопак, так і ў аўтаматычным рэжыме аднаго цыклу.
Акрамя гідраўлічнага манетнага прэса і дакладнага лістапракатнага стана, вам спатрэбіцца індукцыйная плавільная ўстаноўка або машына бесперапыннага ліцця для вырабу залатых і срэбных лістоў, станок для рэзкі залатых і срэбных зліткаў і вібрацыйныя паліравальныя машыны, неабходныя для стварэння поўнага завода па вытворчасці залатых і срэбных манет.
Тэхнічныя параметры
| Нумар мадэлі | HS-100T | HS-200T | HS-300T |
| Напружанне | 380 В, 50/60 Гц | 380 В, 50/60 Гц | 380 В, 50/60 Гц |
| Магутнасць | 4 кВт | 5,5 кВт | 7,5 кВт |
| Максімальны ціск | 22 МПа | 22 МПа | 24 МПа |
| Ход працоўнага стала | 110 мм | 150 мм | 150 мм |
| Макс. адтуліна | 360 мм | 380 мм | 380 мм |
| Хуткасць руху працоўнага стала ўверх | 120 мм/с | 110 мм/с | 110 мм/с |
| Хуткасць руху працоўнага стала назад | 110 мм/с | 100 мм/с | 100 мм/с |
| Памер працоўнага стала | 420*420 мм | 500*520 мм | 540*580 мм |
| Вага | 1100 кг | 2400 кг | 3300 кг |
| Прыкладанне | для ювелірных вырабаў і залатых зліткаў, манет, штампоўкі лагатыпаў | ||
| Асаблівасць | Звычайны / Серварухавік (дадаткова), кіраванне кнопкай / Сістэма кіравання Simens PLC (дадаткова) | ||
Поўная аўтаматычная сістэма вытворчасці манет
Вы можаце звярнуцца ў Hasung, каб атрымаць комплекснае рашэнне для лініі чаканкі манет. Пакет вытворчасці ўключае ў сябе кіраўніцтва на месцы, абсталяванне для чаканкі манет і інжынераў, якія дапамогуць вам маштабаваць працэс. Нашы інжынеры ўдзельнічалі ў даследаваннях працэсу вырабу залатых манет і працавалі тэхнічнымі кансультантамі для буйных вядомых манетных двароў.
Hasung канцэнтруецца на вырашэнні праблем чаканкі манет, прапаноўваючы пакрокавыя інструкцыі па каштоўных металах. Больш за 20 гадоў мы знаходзімся ў авангардзе машын для вырабу залатых і сярэбраных манет, маем прафесійнае і дбайнае інжынернае абслугоўванне, навучанне на месцы і тэхнічную падтрымку. Нашы паслугі.
Час публікацыі: 04 ліпеня 2022 г.









